
















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

मॉडल नं.: FT-TH-10
ब्रांड: फितुओ
Status: New
Out-of-warranty Service: Video Technical Support, Online Support
Where To Provide Local Services (in Which Countries Are There Overseas Service Outlets): None
Showroom Location (in Which Countries Are There Sample Rooms Overseas): None
Video Factory Inspection: Provided
Mechanical Test Report: Provided
Marketing Type: New Product 2020
Core Component Warranty Period: 1 Year
Core Components: Plc, Engine, Bearing, Gearbox, Motor, Pressure Vessel, Gear, Pump
Place Of Origin: China
Warranty Period: 1 Year
पैकेजिंग: लकड़ी का बक्सा
उत्पादकता: 10000 per hour
परिवहन: Ocean,Land,Air,Express,Optional
उद्गम-स्थान: चीन
के बारे में समर्थन करना: Factory direct supply
प्रमाण पत्र: CE
एचएस कोड: 84659400
बंदरगाह: ShenZhen,GuangZhou
भुगतान प्रकार: T/T
इंकोटर्म: FOB



फ्लेम समायोजन गैस और ऑक्सीजन के विभिन्न मिश्रण अनुपात के अनुसार, कटिंग फ्लेम को कार्बोइजेशन लौ, तटस्थ लौ और ऑक्सीकरण लौ में विभाजित किया गया है। जब एसिटिलीन का उपयोग किया जाता है, जब एथिलीन (O2C2H2) के लिए ऑक्सीजन का मात्रा अनुपात 1.11.15 होता है, तो गठित लौ तटस्थ लौ होती है, जो कि लौ कोर, आंतरिक लौ और बाहरी लौ से बना होता है। लौ कोर C2H2 और O2 का मिश्रण है। आंतरिक लौ C2H2 और 2 के प्राथमिक दहन के लिए प्रतिक्रिया क्षेत्र है, और इसका प्रतिक्रिया सूत्र C2H2O2 → 2C0H2 है
आंतरिक लौ में, तापमान फ्लेम कोर से 2-3 मिमी की दूरी पर सबसे अधिक होता है, लगभग 3100C। बाहरी लौ एक दहन क्षेत्र है जहां एक बार के दहन द्वारा उत्पन्न सीओ और एच 2 को ऑक्सीकरण और हवा में संश्लेषित किया जाता है, और इसका प्रतिबिंब सूत्र 2C0H21.502 → 2C02H20 है
लौ का तापमान लगभग 2500 डिग्री सेल्सियस है। बाहरी लौ जितनी लंबी होगी, कटिंग ऑक्सीजन के प्रवाह की रक्षा करने का प्रभाव उतना ही बेहतर होगा।
जब O2C2H2 अनुपात 1.1 से कम होता है, तो कार्बनकरण लौ बनती है, जिसमें लौ कोर, आंतरिक लौ और बाहरी लौ शामिल हैं। लंबी और नरम लौ और कम तापमान के साथ आंतरिक लौ में असंतुलित कार्बन है। जब O2C2H2 अनुपात 1.15 से कम होता है, तो एक ऑक्सीकरण लौ बनती है, जो केवल एक लौ कोर और एक बाहरी लौ से बना होता है। लौ "हिस, हिस" के साथ छोटी और सीधी है। अधिकतम तापमान लगभग 3300C तक पहुंच सकता है। क्योंकि लौ में अतिरिक्त ऑक्सीजन है, यह ऑक्सीकरण है।
गैस काटने के दौरान, लौ को तटस्थ लौ के लिए समायोजित किया जाना चाहिए, और लौ की तीव्रता मध्यम होनी चाहिए। आम तौर पर, कार्बोज़ाइजेशन फ्लेम का उपयोग नहीं किया जाता है, क्योंकि कार्बोज़ाइजेशन फ्लेम में कटिंग एज पर कार्बन में वृद्धि होगी। लौ को समायोजित करने के बाद, ऑक्सीजन को काटने के लिए यह जांचने के लिए जारी किया जाना चाहिए कि क्या लौ की संपत्ति बदल गई है।
जब काटने की लौ बहुत मजबूत होती है, तो निम्नलिखित समस्याएं दिखाई देंगी:
① एज वॉल्यूम फ़ील्ड को काटें और दानेदार बूंदों को छड़ी करें;
② कटिंग सतह असमान है और खुरदरापन बदतर हो जाता है;
③ चीरा के निचले किनारे पर चिपके हुए स्लैग।
निम्नलिखित समस्याएं तब होती हैं जब कटिंग फ्लेम बहुत कमजोर हो
① कटिंग की गति धीमी हो जाती है, और रुकावट में कटौती करना आसान होता है;
② बैकफ़ायर करने के लिए आसान
③ ड्रैग की मात्रा बढ़ जाती है।
प्रीहीटिंग और कटिंग फ्लेम को वर्कपीस मोटाई के अनुसार निर्धारित किया जाएगा, नोजल प्रकार और गुणवत्ता की आवश्यकताओं को काट दिया जाएगा। प्रमुख बिंदु इस प्रकार हैं:
① स्टील प्लेट की मोटाई में वृद्धि के साथ पूर्व हीटिंग और कटिंग फ्लेम (बी फास्ट फ्लो, ऑक्सीजन प्रवाह) की शक्ति बढ़ जाती है
② मोटी स्टील प्लेटों को काटते समय, लौ को बरगद के पतन से बचने और बाहरी लौ को लंबे समय तक बनाने के लिए कार्बनकरण की लौ होना चाहिए;
③ जब एक सुरक्षात्मक ढीले कटिंग नोजल और एक ऑक्सीजन पर्दा नोक के साथ 20 मिमी से कम की मोटाई के साथ एक स्टील प्लेट काटते हैं, तो फ्लेम पावर को इग्निशन पॉइंट के लिए कट के अग्रणी किनारे के हीटिंग में तेजी लाने के लिए अधिक होना चाहिए, इसलिए जैसे कि एक उच्च कटिंग गति प्राप्त करने के लिए;
④ जब उच्च कार्बन सामग्री या उच्च मिश्र धातु तत्व सामग्री के साथ स्टील्स काटते हैं, तो उनके उच्च इग्निशन बिंदु के कारण लौ की शक्ति अधिक होती है;
⑤ जब एक एकल कटिंग नोजल के साथ नाली काटते हैं, तो स्लैग को पायदान से बाहर उड़ा दिया जाता है। गर्मी के पूरक के लिए, लौ की शक्ति में वृद्धि;
जब पेट्रोलियम गैस या प्राकृतिक गैस का उपयोग ईंधन गैस के रूप में किया जाता है, क्योंकि इसकी लौ का तापमान कम होता है, तो प्रीहीटिंग का समय लंबा होता है; जब छोटे आकार के भागों और अन्य अवसरों को काटने की आवश्यकता होती है, तो कटिंग दक्षता में सुधार करने के लिए, लौ को ऑक्साइड की लौ में समायोजित किया जा सकता है, और फिर काटने के बाद तटस्थ लौ में वापस आ सकता है।
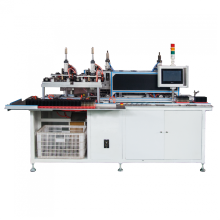
पूरी तरह से स्वचालित लाइटर लाइटर-लाइटर का मुख्य कार्य फुलाया हुआ लाइटर लौ को उसी आकार में समायोजित करना है।
सामग्री: स्टेनलेस स्टील + एल्यूमीनियम
उत्पाद का आकार: 1.4 मीटर*0.8 मीटर*1.2 मीटर
वोल्टेज: AC220V
हवा का दबाव: 0.6mp
वजन: 245 किग्रा
डिवाइस मॉडल: एफटी-टीएच -10
आउटपुट: 8000-10000
ऑपरेटिंग स्टाफ: 1
प्रक्रिया विवरण
1. ब्यूटेन गैस से भरे उत्पादों को एक बार शुरू करने से पहले 12 घंटे या उससे अधिक समय तक संग्रहीत किया जाना चाहिए
आग को समायोजित करें। फुलाए हुए लाइटर का चेहरा वाल्व बहुत तंग नहीं होना चाहिए, क्योंकि इससे पैदा हो जाएगा
ट्यून किए गए उत्पाद की लौ बहुत बदल जाती है, और अगर यह बहुत तंग है तो यह कपास की चादर को विकृत कर देगा।
नतीजतन, पूरे लाइटर को स्क्रैप किया जाता है। आम तौर पर, फ्लेम 1-5 सेमी की जांच करने के लिए फेस वाल्व की ऊंचाई की जांच करें
सबसे अच्छा है। यह सर्दियों में विशेष रूप से ध्यान देने योग्य है।
2. सिद्धांत रूप में, लाइटर को दो बार समायोजित करने की आवश्यकता है। पहली बार आग को समायोजित करने के बाद, इसे वापस करें
इसे दूसरे समायोजन से पहले 12 घंटे या उससे अधिक के लिए संग्रहीत करने की आवश्यकता है।
यहां तक कि अगर उत्पाद लंबे समय तक संग्रहीत किया जाता है, तो यह गंभीर नहीं है कि उत्पाद निकाल दिया जाता है।
उत्पाद श्रेणियाँ : हल्का निर्माण मशीन











Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.